公開日: 2026.3.17
最終更新日: 2026.3.16
PLCとは? 製造業の自動化を支える制御装置の仕組みと、工程管理への活用ポイントを解説
「設備の稼働状況がリアルタイムに把握できず、工程のボトルネックが見えない」
「設備トラブル時の原因特定に時間がかかり、ラインの復旧が遅れてしまう」
「IoTやスマート工場に関心はあるが、既存設備のデータをどう工程管理に生かせばいいかわからない」
製造現場では、設備の稼働データと工程管理をうまくつなげられず、こうした課題を抱えているケースが少なくありません。これらの課題を考えるうえで重要になるのが、工場の設備を動かしている「PLC(プログラマブルロジックコントローラ)」への理解です。
PLCは、生産設備や機械の動作を制御する産業用コンピュータであり、製造業のファクトリーオートメーション(FA)を支える中核的な装置です。多くの自動化設備に組み込まれており、製造現場で広く使われています。近年では、IoTやスマート工場の文脈において、設備データを収集・活用するための基盤としても注目が高まっています。
本記事では、PLCの基礎知識から仕組み、そして既存設備のPLCを工程管理に生かすためのポイントまで、体系的に解説します。
PLCの『制御するもの』という従来の見方から、『工程改善に生かすデータ起点』としての活用法までをご紹介しますので、自社のデータ活用・デジタル化の第一歩としてぜひ参考にしてください。
目次
PLCとは? 基本定義と製造業における意義
PLCの基本定義
PLCとは、製造業の設備や機器の動作をプログラムによって制御する産業用コンピュータです。正式にはProgrammable Controller(プログラマブルコントローラ)と呼ばれ、IEC 61131シリーズやJIS B 3501などの規格で定義されています。歴史的には「Programmable Logic Controller」という名称も広く用いられてきた経緯があり、その頭文字をとったPLCという略称が業界で定着しています。
PLCの基本的な動作は、スイッチやセンサといった入力機器から信号を受け取り、あらかじめ組み込まれたプログラムに従って演算処理を行い、モーターやバルブ、信号灯などの出力機器に動作指令を送るというものです。
なお、現場では「シーケンサ」という呼称が使われることもあります。これはもともと三菱電機のPLC製品シリーズ(『MELSEC』など)に由来する呼び方ですが、PLCの代名詞のように使われている場面も見られます。
PLCが開発された背景には、1960年代後半の製造現場が抱えていた課題がありました。当時は、制御内容を変更するたびにリレーやタイマーなどの電気部品の配線を物理的に組み替える必要があり、製品のモデルチェンジが多い現場では大きな負担になっていました。PLCの登場により、配線の変更ではなくプログラムの書き換えで制御を切り替えられるようになり、生産ラインの柔軟性が大幅に向上しました。日本でも、自動化ニーズの高い製造現場を中心に広く普及が進んでいます。
PLCが使われている場面
PLCは製造業の生産ラインを中心に、さまざまな場面で活用されています。
製造業においては、ベルトコンベアの搬送制御、ロボットアームの動作制御、温度・圧力の調整、製品の検査工程など、用途は多岐にわたります。半導体製造装置やFAシステム、製紙・印刷機械など、自動化が進んだ設備の多くにPLCが組み込まれています。
製造業以外にも、エレベーターやエスカレーター、立体駐車場、上下水道プラント、遊園地のアトラクションなど、身近な設備の制御にもPLCは用いられています。
PLCの仕組みと内部構成
基本動作の流れ(入力→演算→出力)
PLCは、「入力の読み取り」「プログラムの実行(演算)」「出力の書き出し」という3つの処理を高速に繰り返すことで設備を制御しています。この一連の繰り返し処理は「スキャン」と呼ばれ、プログラムの規模やCPU性能にもよりますが、一般に数ms〜数十ms程度の周期で実行されます。
具体的な動作の流れを例にすると、センサが製品の到着を検知し(入力)、プログラムの条件に従ってベルトコンベアを停止させ(演算)、ロボットアームに組立動作を開始させる(出力)、といった制御が自動的かつ連続的に行われます。
内部構成の概要
PLCの内部は、大きく以下の5つの要素で構成されています。
- 入力部: スイッチやセンサなどの外部機器からの信号を取り込む部分
- MPU(演算部): 入力信号をもとにプログラムを実行し、演算処理を行う中核部分
- メモリ部: プログラムやデータを保存する記憶装置
- 出力部: 演算結果をモーターやバルブなどの外部機器に送り出す部分
- 電源部: PLC全体に必要な電力を供給する部分
シーケンス制御とプログラミング言語
PLCが実行する制御の考え方として代表的なものに「シーケンス制御」があります。シーケンス(sequence)は「順序」を意味し、あらかじめ定められた手順に沿って機械を動作させる制御方式を指します。
身近な例で言えば、洗濯機の「給水→洗い→排水→すすぎ→脱水」のように、決まった手順が順序どおりに自動で進行するのがシーケンス制御の基本的な考え方です。製造現場ではこれに加えて、時間経過やセンサの検知結果を条件に組み合わせることで、より複雑な設備動作を実現しています。
PLCのプログラミング言語は国際規格IEC 61131-3で標準化されています。日本の製造現場では、リレー回路を図式化した「LD(ラダーダイアグラム)」が広く使われています。一方、数値演算やデータ処理との相性がよい「ST(構造化テキスト)」の採用も増えてきており、IoTやデータ活用のニーズが高まる中で注目されています。
PLCの主な種
PLCは、制御対象の規模や用途に応じて、いくつかのタイプに分けられます。
パッケージタイプ(小型一体型) は、入力・出力・演算・電源などの機能が一つの筐体にまとまったタイプです。小規模な設備や単体の機械制御に適しており、省スペースでコストも抑えやすい一方、入出力の点数や機能の拡張性には制約がある場合があります。
ビルディングブロックタイプ(モジュール型) は、機能ごとに分かれたモジュールを組み合わせて構成するタイプです。必要な機能だけを選んで構成できるため、大規模なラインや複雑な制御要件に対応しやすいのが特長です。
ソフトPLC・バーチャルPLC は、専用ハードウェアを使わず、産業用PCやサーバー上のソフトウェアとしてPLCの機能を実現するタイプです。近年は仮想化技術を活用し、制御プログラムの遠隔管理やデジタルツインとの連携、開発・検証環境の構築といった用途で注目されています。ただし、制御のリアルタイム性や安全要件はシステム構成によって異なるため、適用範囲は要件に応じた検討が必要です。
PLCと工程管理の関係
スマート工場におけるPLCの位置づけ
近年、製造業ではIoTを活用した「スマート工場」の取り組みが広がっています。スマート工場のシステム構成を理解するための一つのモデルとして、経営判断を支えるERP(基幹業務システム)、現場の作業管理を担うMES(製造実行システム)、そして設備を直接制御するPLCという3つの層に分けて捉える考え方があります(実際の構成はSCADA(監視制御システム)やHMI(ヒューマンマシンインターフェース)などを含む場合もあり、現場ごとに異なります)。
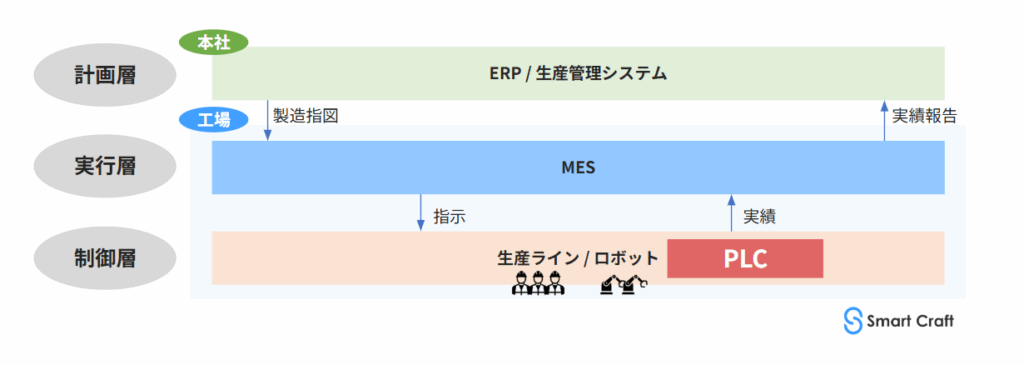
(ERP-MES-PLC階層イメージ)
このうちPLCは、現場に最も近い位置で設備の動作に関わるデータを生成している存在です。稼働・停止の状態やサイクルタイムといった情報は、PLCの制御動作に伴って得られるデータの一例です。これらのデータを、必要に応じてMESや上位のシステムに連携できれば、工場全体の状況を把握するための基盤として活用することができます。
しかし実際には、PLCやその周辺から得られるデータを工程管理の改善に十分生かし切れていないケースも多いと考えられます。自動化が進むほど設備内部の動作は外から見えにくくなり、「設備は問題なく動いているように見えるが、非効率な状態が続いている」といった事態が気づかれないまま放置されることがあります。加えて、設備の制御ロジックに精通したベテラン技術者の退職や世代交代が進む中で、トラブル発生時の対応力が徐々に低下しているという声も聞かれます。
こうした状況に対して有効なのが、PLCを「設備を動かすための装置」としてだけでなく、「工程の実態を可視化するためのデータの起点」として捉え直すという視点です。
PLCのデータ活用で広がる工程管理の可能性
PLCやそれに接続されたセンサ・周辺機器から取得できるデータを工程管理に活用することで、以下のような取り組みにつなげることができます。
設備稼働状況の「見える化」
工程管理を改善するうえで最初のステップとなるのが、各設備が実際にどのような状態にあるかを把握することです。PLCの制御動作に伴って得られるデータを活用すれば、設備ごとの稼働・停止・段取り替えの時間配分を定量的に捉えることが可能になります。「特定の工程で計画に対して慢性的に遅れが出ている」「ある時間帯に稼働率が落ち込む傾向がある」といったパターンが見えてくれば、ボトルネックの特定と改善のアクションにつなげやすくなります。複数の拠点を持つ企業であれば、各拠点の稼働データを同じ基準で比較し、生産配分の検討材料とすることも考えられます。
異常検知・予知保全
設備が突然止まると、その工程だけでなく前後の工程にも影響が波及し、生産計画全体に支障をきたすリスクがあります。これを防ぐうえで有効なのが、PLCや接続されたセンサから得られる温度・振動・電流値などの時系列データを活用した予知保全の考え方です。
予知保全の出発点は、「設備がいつ、どのくらいの頻度で停止しているか」を正確にデータとして捉えることです。現場では、設備停止の実態が感覚的にしか共有されていない場合もあり、対策が後手に回りがちです。データを通じて停止の頻度やパターンを定量化できれば、「どの設備から優先的に手を打つべきか」が見えてきます。そこから、場当たり的な事後対応ではなく、計画的なメンテナンスへと移行するきっかけをつくることができます。
さらに、蓄積したデータをもとに設備の正常時の挙動パターンを把握しておけば、数値がそのパターンから逸脱し始めた段階で異常の兆候を検知できる可能性も広がります。故障が起きてから対処するのではなく、起きる前に手を打てる体制を構築することが、品質の安定と生産計画の遵守に寄与します。
トレーサビリティの確保
品質問題が発生した際、「いつ・どの設備で・どのような条件で製造したか」を追跡できる体制があるかどうかで、原因究明のスピードと精度は大きく変わります。PLCや接続された計測機器が取得する加工条件(温度、圧力、速度など)のデータと、工程管理システム上のロット情報や作業実績を紐付ける設計ができれば、ロット単位、場合によっては製品単位での追跡につなげることも可能になります。不良発生時の影響範囲をより精度よく絞り込めれば、過剰な廃棄やリコール対応範囲の拡大を抑える効果も期待できます。
データ活用を成果につなげるための考え方
PLCのデータ活用を検討する際に気をつけたいのが、手段と目的の順序です。
「PLCがあるのだから、取れるデータはひとまず全部取っておこう」という発想は、一見すると合理的に思えます。しかし、目的が定まらないまま大量のデータを蓄積すると、「データはあるが、何をどう分析すべきかわからない」という状態に陥りやすいのが現実です。
データ活用で成果を出すうえで有効な進め方の一つは、順序を逆にすることです。「この工程のサイクルタイムにばらつきがある原因を知りたい」「特定の設備で繰り返し起きる短時間の停止を減らしたい」といった具体的な問いを先に立て、その問いに答えるために必要なデータを逆算して収集対象を決める。このアプローチをとることで、収集すべきデータの項目・頻度・保存期間が自ずと定まり、限られたリソースでも効率的にデータ活用を進めやすくなります。
既存設備のPLCを活用するためのポイント
多くの製造現場には、すでにPLCが組み込まれた設備が数多く稼働しています。一方で、そこから得られるデータの活用の余地がまだ残されている企業も多いと考えられます。既存設備のPLCを起点にデータ活用を始めるにあたっては、以下のようなステップが参考になります。
STEP 1:現状の設備構成とPLCの棚卸し
最初に取り組みたいのは、自社の工場にどのメーカー・機種のPLCが何台稼働しているかを把握することです。
製造現場の設備は一度にすべてが導入されるわけではなく、増設や更新のたびに、その時点の要件に合ったPLCが選定されてきたのが一般的です。その結果、同じ工場の中に異なるメーカー・異なる世代のPLCが混在していることは珍しくありません。メーカーや世代が異なれば通信の方式も変わるため、「すべての設備から同じ方法でデータを取得する」ことが難しい状況になりがちです。
特に注意したいのは、導入から年数が経った古い設備です。当時の設計思想では、設備が正しく動作することが最優先であり、データを外部に送信して活用するという前提がなかった場合もあります。そのため、ネットワーク接続のための仕組みが備わっていなかったり、外部からのデータ読み出しに制約があったりすることがあります。こうした設備がラインの一部に含まれていると、その工程だけがデータの空白地帯になり、ライン全体の実態把握に支障が出る場合があります。
棚卸しの段階で、「すぐにデータを取得できる設備」と「追加的な対応が必要な設備」を切り分けておくことが、次のステップを効率的に進める土台になります。
STEP 2:データ取得の仕組みの整備
PLCからデータを外部に取り出す方法の一つとして、IoTゲートウェイなどの中継機器を用いるやり方があります。最近では、複数メーカーのPLCに対応し、既存の制御プログラムに手を加えずにデータを収集できる製品も増えてきています。数年前と比べれば導入のハードルは下がってきており、専門的なプログラミング知識がなくても運用を始められるケースも出てきています。
古い設備など、PLCから直接データを読み出す手段が限られている場合は、後付けのセンサを活用するのも現実的な選択肢です。振動、電流、温度といった物理量を計測するセンサを設備に取り付けることで、設備の稼働状態を間接的に把握できるようになります。
ここで見落としがちなのが、「集めたデータをどこにつなげるか」という出口の設計です。データが取れるようになっても、それが特定のPCにファイルとして溜まっていくだけでは、工程改善に生かされることはほとんどありません。MESや工程管理ツールなど、現場の日常業務で使われているシステムにデータが流れる設計を最初の段階で行っておくことが重要です。データの収集と活用を一体として考えることで、「集めたが使われない」という事態を防ぎやすくなります。
導入の進め方としては、まず1〜2ラインなど小さな範囲で着手し、効果を確認しながら段階的に広げていくのが現実的です。最初から工場全体を一度にカバーしようとすると、調整の負荷が大きくなり、プロジェクトが停滞するリスクがあります。
STEP 3:制御系人材/IT人材の育成と体制づくり
PLCのデータ活用を継続的に進めるうえで、多くの企業が壁に感じるのが人材の問題です。
設備の制御を担うOT(Operational Technology)の領域と、データの分析やシステム連携を担うITの領域は、それぞれ独自の専門知識や用語体系を持っています。そのため、両者が協働しようとしたときに、前提や言葉がかみ合わないという場面が起こりがちです。制御の担当者にとっては日常的な情報でも、IT側にはその文脈が伝わりにくい。逆に、IT側が想定するデータの扱い方が、制御システムの設計思想と合わないこともあります。こうしたすれ違いが積み重なると、データ連携の仕組みを作るだけでも想定以上の時間と労力を要することがあります。
理想的には、OTとITの両方の文脈を理解し、間をつなぐ役割を果たせる人材を社内に育てていくことが望ましいですが、一朝一夕に実現するものではありません。現実的なアプローチとしては、制御に詳しいメンバーとITに詳しいメンバーで少人数のチームを組み、小さなテーマから一緒に手を動かしてみることが有効です。互いの専門領域を実務の中で理解し合う経験を積み重ねることが、結果として着実な人材育成につながります。社内だけでリソースが十分でない場合は、外部パートナーの知見を活用しながら進めるという選択肢も現実的です。
まとめ
本記事では、PLCの基礎知識から仕組み・種類、そして工程管理との関係性について解説しました。
PLCは、プログラムによって設備や機械の動作を制御する産業用コンピュータであり、製造業のファクトリーオートメーションを支える中核的な装置です。そして近年では、設備を動かすだけでなく、PLCや接続されたセンサ・周辺機器から得られるデータを上位システムに連携することで、工程管理の高度化に活用する動きも広がっています。
既存設備のPLCを起点にデータ活用を進めることで、設備稼働の見える化、予知保全、トレーサビリティの確保といった取り組みに発展させることが期待できます。その際に大切なのは、データを集めること自体を目的にするのではなく、解決したい現場の課題を起点にして必要なデータを逆算するという考え方です。
まずは自社の設備に組み込まれているPLCの現状を把握するところから、データ活用の第一歩を踏み出してみてはいかがでしょうか。
製造現場のデジタル化を支援する「Smart Craft」のご紹介
PLCをはじめとする設備データを工程管理に活用するには、現場の進捗や実績をリアルタイムに把握し、記録を一元管理できる仕組みがあると効果的です。
Smart Craftは、製造現場の作業指示・進捗管理・実績記録・データ集計/分析といった一連の工程管理業務を、タブレットやスマートフォンから利用できるクラウドサービスです。紙やExcel、ホワイトボードなどのアナログ業務をデジタル化し、現場の状況をリアルタイムに「見える化」することで、工場全体のQCD向上を支援します。
PLCによる設備データの収集・活用とあわせて、現場の工程管理をデジタル化したい方は、ぜひSmart Craftの導入をご検討ください。
Smart Craftで製造現場のDXを
始めよう!
「Smart Craft」は、これひとつで工場内のすべての業務プロセスをデジタル化できます。

- Smart Craft でできること
- 導入企業の活用事例
- ご利用料金
- 導入の流れ
